一.增光膜的主要用途:
增光膜(B r i g h t n e s s E n h a n c e m e n t F i l m简称 B E F) ,亦称棱镜片(Prism Sheet),主要应用于液晶显示器的背光模组中,起增光作用。

图1:为3M BEF II 90/50的结构图,仅供参考。

图2:为在手机背光模组中的位置,仅供参考。
二.原材料特征:
1.目前市场上应用较广的棱镜片主要为单面结构。(如图1)
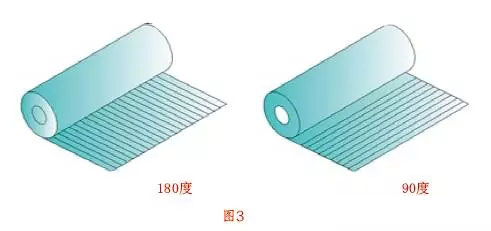
2.大部份品牌材料的纹路都是180度的方式收卷,极少数的会以90度的方式收卷。(如图3)
3.原材料两面都覆有保护膜。一面厚一面薄。(因各品牌型号有异,请根据材料物性表确认棱镜面与PET面)
注:因为个别品牌的材料会在PET面做哑光处理,所以不建议用手感去区分棱镜面与PET面。
附注:纹路方向的确认。(以下仅为个人经验,欢迎交流更好的经验)
1.用铅笔在棱镜面沿材料收卷方向画线。(如图4)
2.画线方向与纹路同向时,画色较模糊。(如图5 A)
3.与纹路正交方向画的线较清晰。(如图5 B,原理是棱镜的棱角会把铅笔的炭粉刮下)

三.刀模设计:
为了达到最好的增光效果,市场上广泛地将两张棱镜片以纹路正交(纹路呈90度交错)的方式叠加使用。所以客户对产品纹路的角度有着明确的要求。现针对模具的设计举例说明如下:
3.1模具纹路方向的确定:
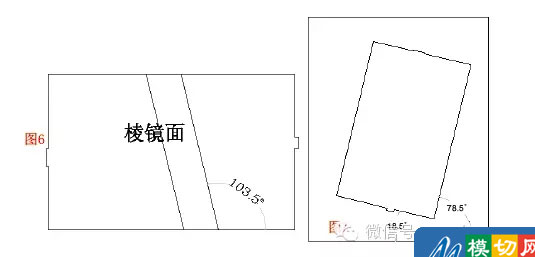
如图6所示,客户要求该纹路要与产品长边呈103.5度夹角。我们假设原材料的出料纹路180度(如图3),只需将上图旋转负103.5度(或是180-103.5=76.5度)即可得到模具的角度。(如图7)

简单的说,就是将客户要求的纹路旋转至与原材料出卷纹路方向一致即可。在设计模具时应以材料棱镜面作为冲切时入刀面,是为了保护材料棱镜面的棱角在冲压时不受损。
从图8的模拟效果图来看,材料的面积利用率不高,且会随着角度变化而变化,所以在做此类产品的成本核算时一定要留心注意。
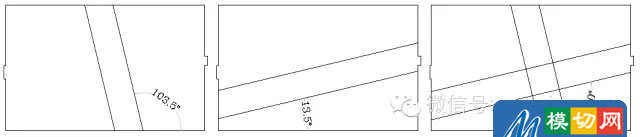
图9
如前面提到的,客户端要两张棱镜片正交叠加使用,所以必定会有两种外形相同,但纹路角度要求不同的产品(如图9),所以大家在开模时做好区分,防止制程中混料。
3.2个别客户的特殊要求:
如图8的模拟效果,因为受到纹路角度的限制,我们在产品的排版上很难作出改善。个别要求较高的客户认为这样的排版方式极不美观,无法接受,从而提出特殊要求指定产品的纳入形态。
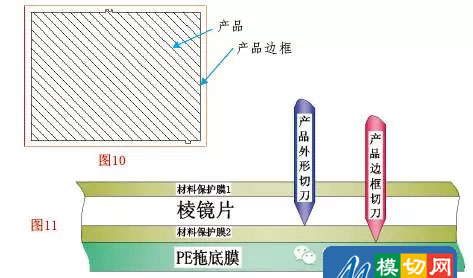
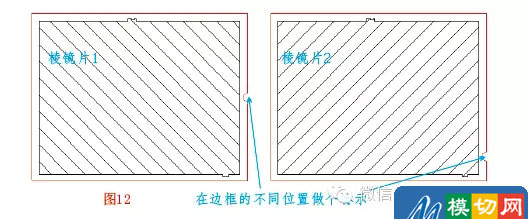
图10是客户指定纳入形态的一款产品,客户要求产品外围加个边框,以单品形式包装出货。
1)遇此类情况,我们可直接在图7的基础上加个边框刀就可以了。
2)然后在原材料上面覆一层PE膜拖底,依图11的冲切层次调模即可。
以上形式冲出的产品,便于包装,且整体包装上较为美观,客户更乐意接受,但极易混料。因此我们可以在开模时对边框刀做小小的改动,以便能直观有效的区分。(如图12)
四.制程中的注意事项:
4.1分条:
如图8如示,原材料的纹路方向直接影响到产品的纹路方向,因此应该用分条机进行分条,以保证材料两边的平行整齐,切不可图方便用切卷机进行分切。
4.2冲型:
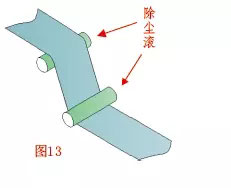
4.2.1除尘
因为在分条过程中,材料的边缘会产生一定的粉尘,以及材料的表面会吸附灰尘,所以在冲型前,应用中粘性的除尘滚对材料表面及边缘进行除尘。如图13,建议最少每30分钟清洁一次除尘滚。
4.2.2刀模的安装与角度调整
因为产品对纹路角度有要求,所以模具的固定与调整也会直接影响到产品的品质。
1)QDC组合模
QDC的组合很精密,只要原材料分条时边缘整齐,装上刀模后基本不用调整角度。必要时可修正下模的导料片,对产品角度进行微调。
2)普通平板模
因为普通平板模没有QDC那种模具固定的孔梢,所以只能发挥我们伟大的智慧了,在此分享二种个人经验。
①安装模具时用钢尺平衡模具板边与机台模板的边距,以达到刀模尽可能与材料平行的目的,也减少了后期调模时对角度修正的幅度。

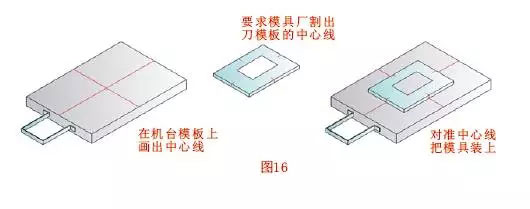
②在机台模板及刀模上标示中心线(十字线),装模时只要对准中心线就好。
3)产品角度修正:
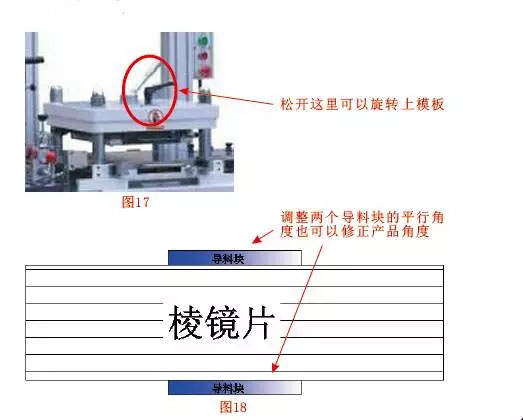
这里主要讲普通平板模的修正,目前大部分国产模切机都可以对上模板进行旋转调整角度。(如图17)
如果你用的模切机没有这个功能。那你只能在下模板自己做个导料槽(如图18),通过导料槽的角度调整材料的角度,以达到图纸的角度要求。
使用自制导料槽要注意以下两点:
1.材料放料端不可放压轮或是打开吸风,否则导料槽就失去了作用。
2.尽可能的使用磨擦不会起粉的材质,如PET胶片类。
五.总结:
综合以上,棱镜片产品在生产时,主要在于产品角度管控,而产品角度管控有三个要素:
其一是开模具角度,在开设模具时,需要把角度计算清楚;
其二是冲型时的材料固定与调整,这个需要不断的测量与调整,使其角度最终达到客户的要求;
其三是材料分条,必须保证材料分条出来的垂直度,不能有蛇形现象。
洁净度方面,因为材料是自带双面保护膜的,所以重点可以放在材料分条时切边产生的粉尘,要及时清除,防止污染到产品表面。